

产品中心
Product
 简述
简述
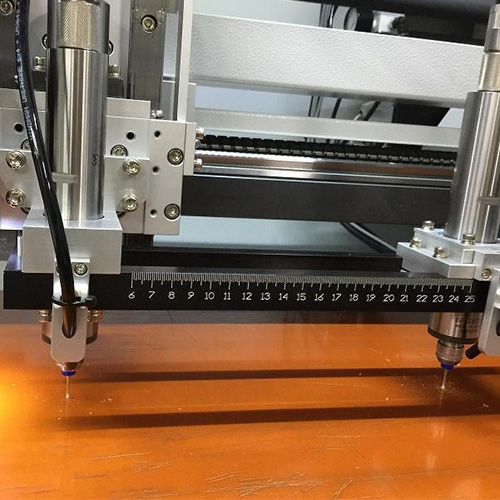
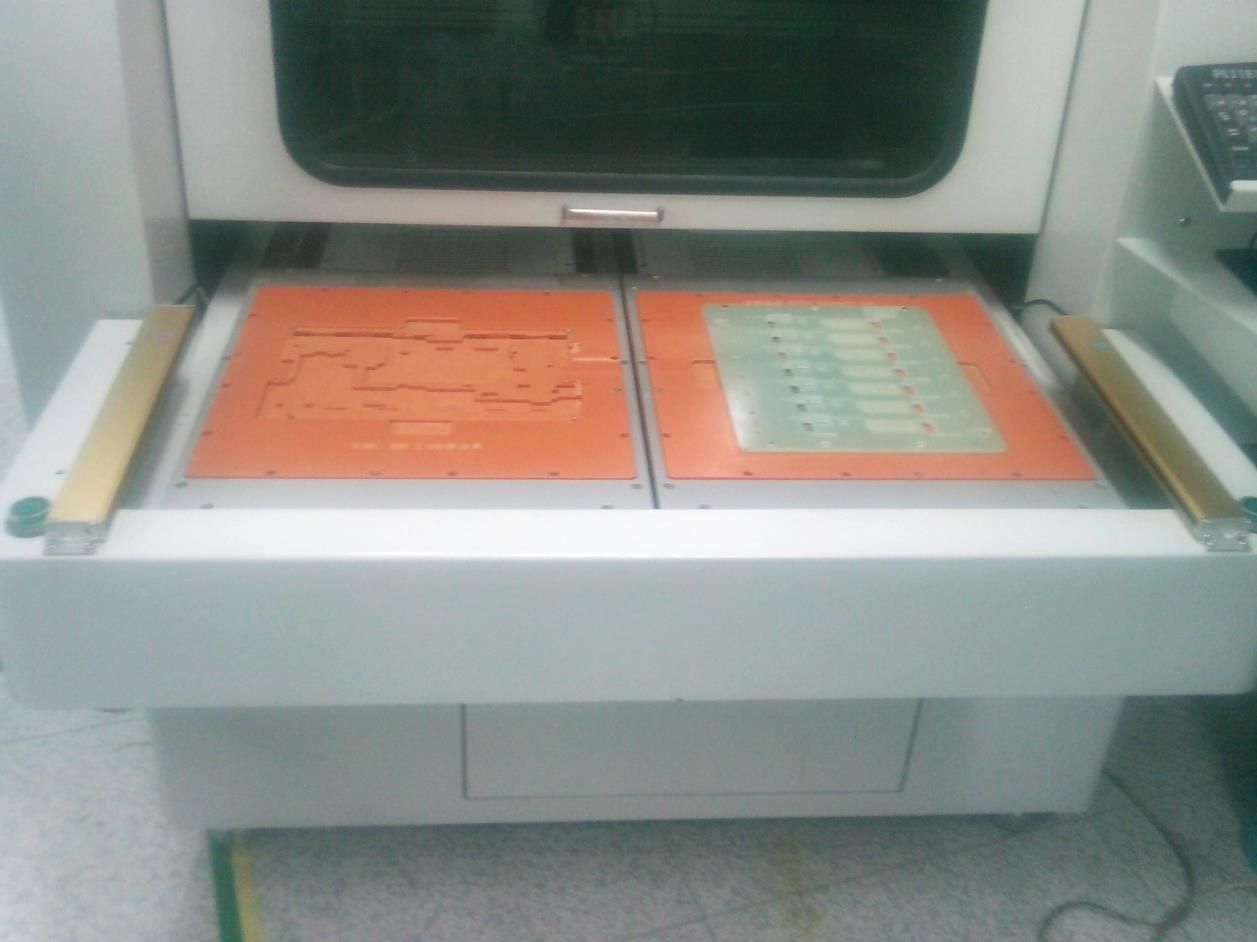
两边滑台可同时进出,工作面积加大ㄧ倍;集尘方式有多种选择,下集尘有3/5HP可选择,也可选择上集尘;治具方式可选择万用治具或专用治具,方便性高;零件高度超过40mm也可使用
01.工作范围295×350mm(双治具标准型)
02. X、Y、Z、切割速度:1 ~100mm/s
03. X、Y、机械重覆精度:±0.02mm
04. X、Y、Z、控制方式:采用工业IPC
05. X、Y、Z、驱动方式:AC伺服马达
06.操作及数据储存:PC系统
07.切割精度:±0.1mm
08.主轴转速:Max.60000rpm
09.主机电压:220V 1ψ 50 / 60HZ
10.空压供给:4.5kg/cm2以上
11.电源消耗:3KVA
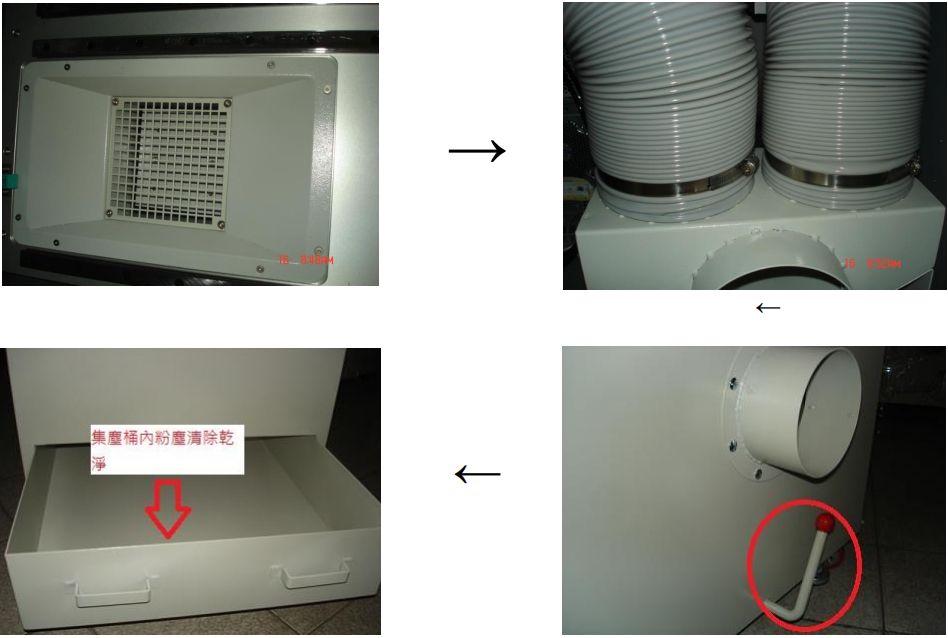
12.集尘方式:下集尘
13.集尘机电压:220V(380V)3ψ
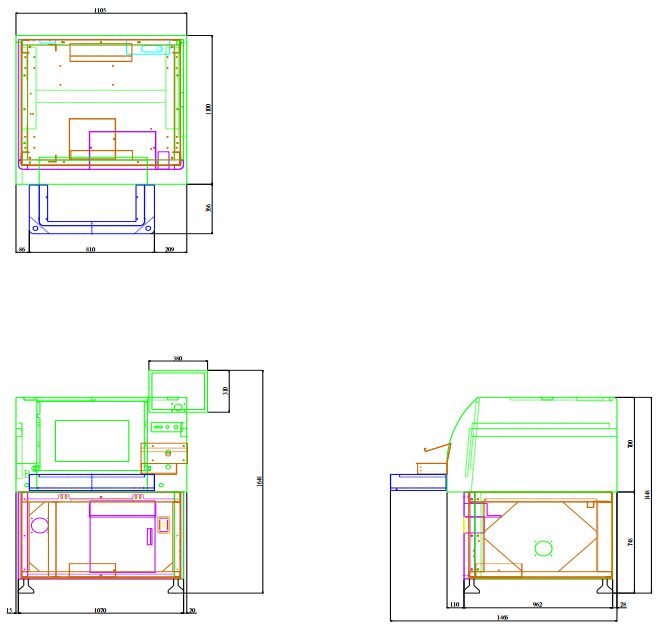
14.外型尺寸:W 1470*L 1150*H 1450(mm)
15. PCB硬板,都能切割(一般范围是0.5~ 5mm)
软板不能切
特点:
01.两边滑台可同时进出,工作面积加大ㄧ倍
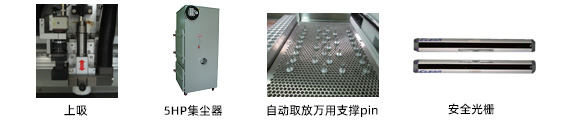
02.集尘方式有多种选择,下集尘有3/5HP可选择,也可选择上集尘
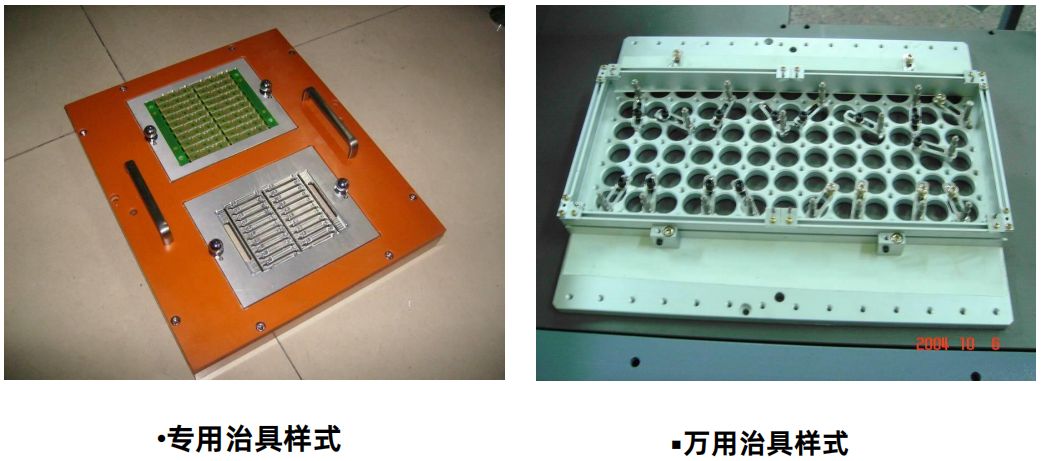
03.治具方式可选择万用治具或专用治具,方便性高
04.零件高度超过40mm也可使用
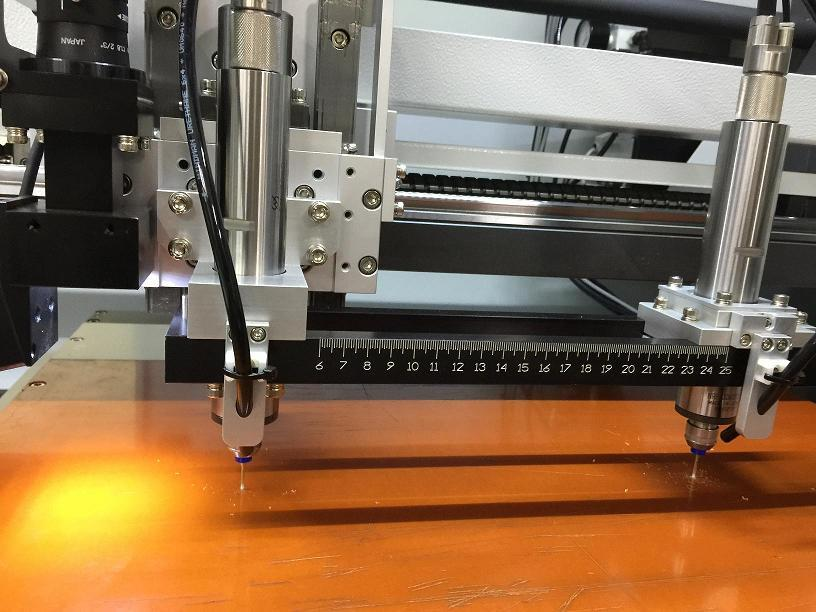
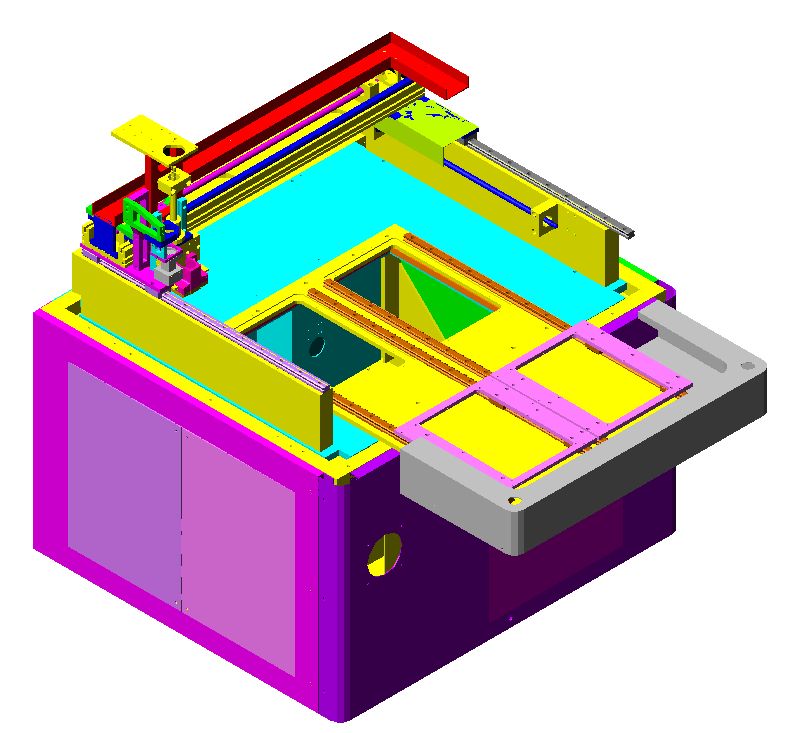
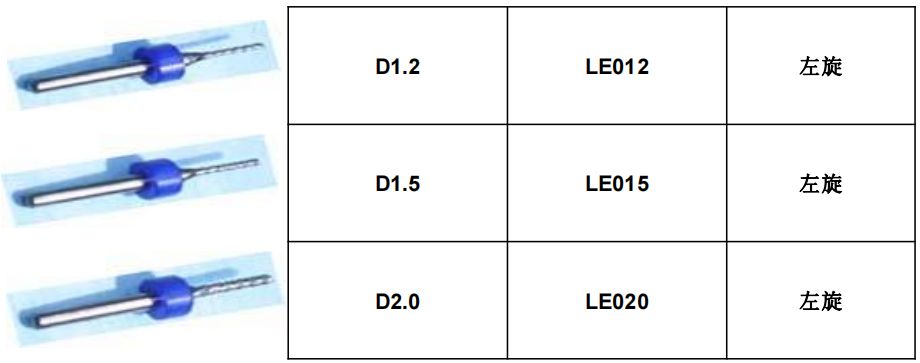
1.主轴间距:Min.70mm.Max. 165 mm
2.运动螺杆:C5精密级螺杆,导程4mm
3.定位精度:±0.02mm
| 型号 | 规格说明 | 工作范围 | 主机尺寸 | 主机+集尘机重量 | |
| D*N*H | |||||
| 双治具型 | DS | 标准型 | 285x340mm | 1240*1466*1673mm | 800 KG |
| DL | 加长型 | 285x450mm | 1240*1466*1673mm | 800 KG | |
DW | 加宽型 | 350x450mm | 1390*1471*1673mm | 840 KG | |
| DXL | 特大型 | 500×550mm | 1690*1600*1673mm | 1050 KG | |
| DML | 特长型 | 350x650mm | 1390*1866*1673mm | 1100KG |
选配
主要配件说明
•台弯研华工业主机
•日本TGK螺杆
•日本THK滑轨滑块
•日本NSK主轴与主轴马达
•台弯合丰伺服驱动
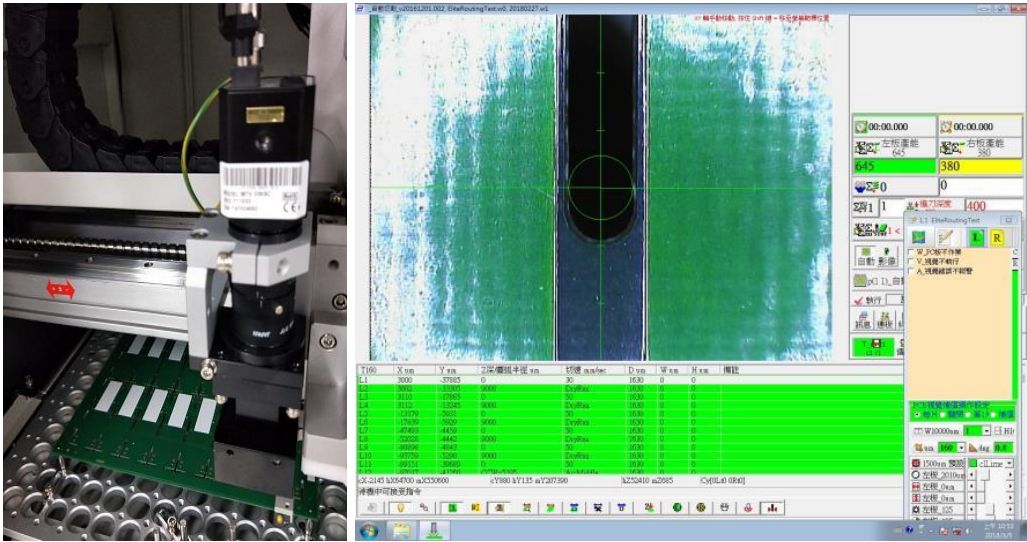
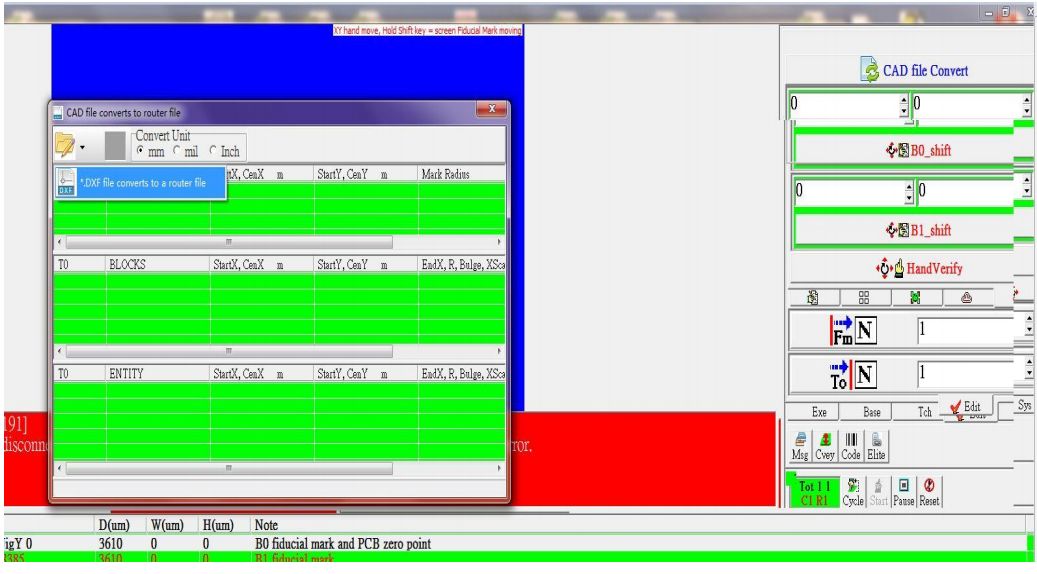
高分辨率摄像头,配合十字线与铣刀直径示意,程序制作准确方便
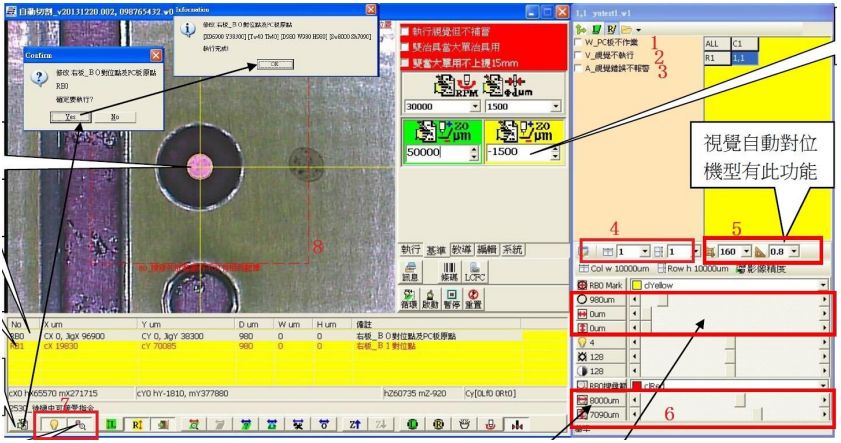
1.单独控制PCB板作不作业
2.单独控制PCB板视觉是否执行
3.单独控制视觉错误是否报警
4.视觉连片设定
5.PCB视觉对位角度补偿
6.CCD相机对比度调整
7.LED灯源可控制
8.搜索范围可根据板子公差做调整
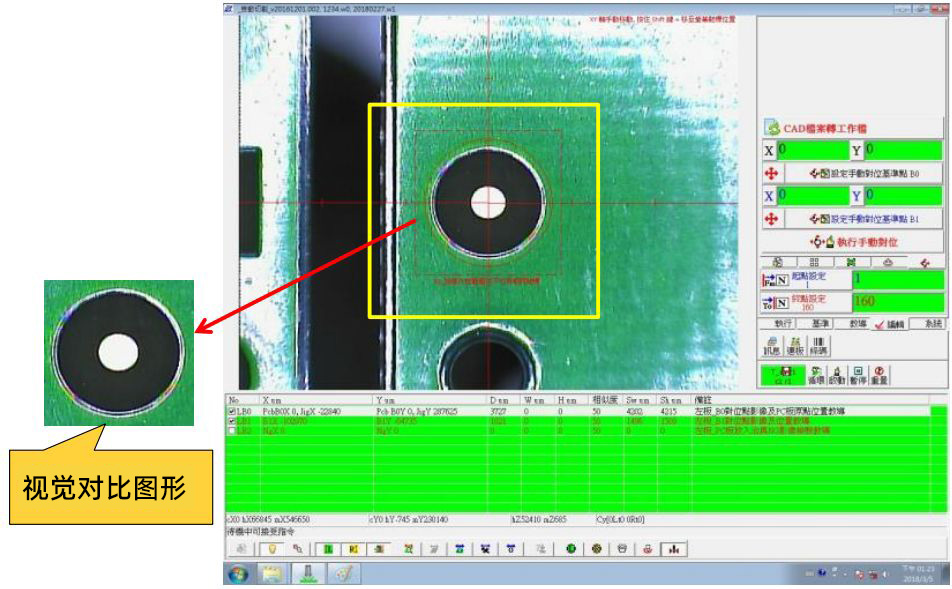
以图形比对执行视觉对位,无Mark点形状限制,补偿精准不误判


X、Y、A、機械重覆精度:± 0.02mm
切割精度:± 0.1mm
CPK治具
| E R - 6 0 0 0 - A T 切割机 C P K 数据 量 测 表 | ||||
| 量测项目 | X轴-L | Y轴-L | X轴-R | Y轴-R |
| 规格(Spec.) | 44.10 | 44.15 | 43.73 | 43.77 |
| 樣本(Sam ple N O .) | 量测数值 | |||
| 1 | 44.14 | 43.76 | ||
| 2 | 44.13 | 43.72 | 43.76 | |
| 3 | 44.13 | 43.73 | 43.78 | |
| 4 | 44.13 | 43.73 | 43.76 | |
| 5 | 44.13 | 43.73 | 43.76 | |
| 6 | 4413 | 43.72 | 43.76 | |
| 7 | 44.14 | 43.72 | 43.77 | |
| 8 | 44.14 | 43.74 | 43.78 | |
| 9 | 44.14 | 43.73 | 43.77 | |
| 10 | 44.15 | 43.73 | 43.78 | |
| 11 | 4416 | 43.7 | 43.78 | |
| 12 | 4,414 | 43.73 | 43.78 | |
| 13 | 44.15 | 43.73 | 43.77 | |
| 14 | 44.16 | 4,373 | 4,378 | |
| 15 | 44.14 | 4,373 | 4,378 | |
| 16 | 44.16 | 43.74 | 4,378 | |
| 17 | 44.15 | 43.73 | 4,378 | |
| 18 | 44.15 | 43.73 | 43.78 | |
| 19 | 44.16 | 43.73 | 43.77 | |
| 20 | 44.16 | 43.73 | 43.78 | |
| 21 | 44.16 | 43.74 | 43.78 | |
| 22 | 44.16 | 4,374 | 4,378 | |
| 23 | 4417 | 4,374 | 43.78 | |
| 24 | 44.17 | 43.73 | 43.78 | |
| 25 | 44.16 | 43.74 | 43.78 | |
| AVG. | 44.099 | 44.148 | 43.732 | 43.774 |
| Stdev | 0.014 | 0.013 | 0.006 | 0008 |
| Max. | 44.12 | 44.17 | 43.74 | 43.78 |
| Min. | 4408 | 4413 | 43.72 | 43.76 |
| USL | 44.199 | 44.24 | 43.8 | 43874 |
| LSL | 43.999 | 44.08 | 43.632 | 43674 |
| CPK | 2.361 | 2.54 | 5.338 | 4.062 |
| CPU | 2.361 | 2.539 | 5.338 | 4.062 |
| CPL | 2.36 | 2.539 | 5.338 | 4.062 |
| Result | OK | 0K | 0K | OK |
| 量测工县:数位游标卡尺(0.01mm)单位:mm 切割公差:±0.1mm | ||||
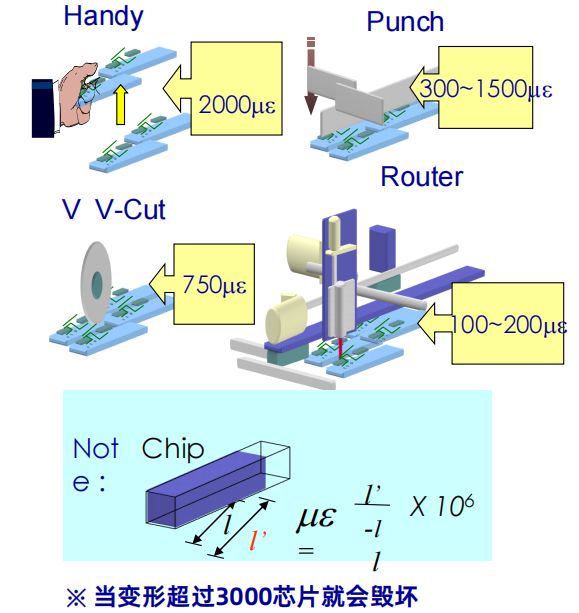
应力测量说明-1
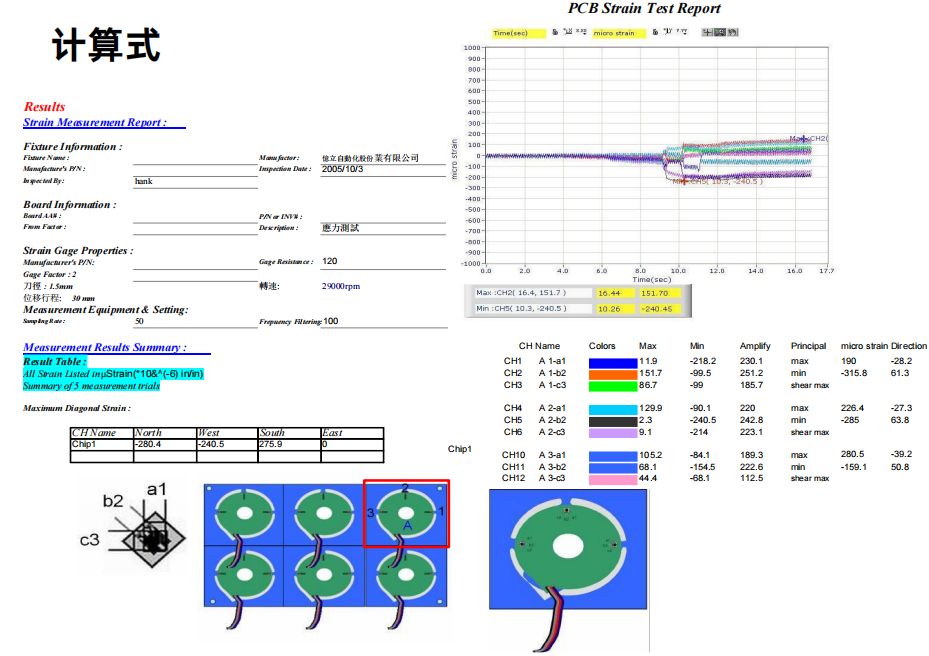
分板机应力量测说明-2
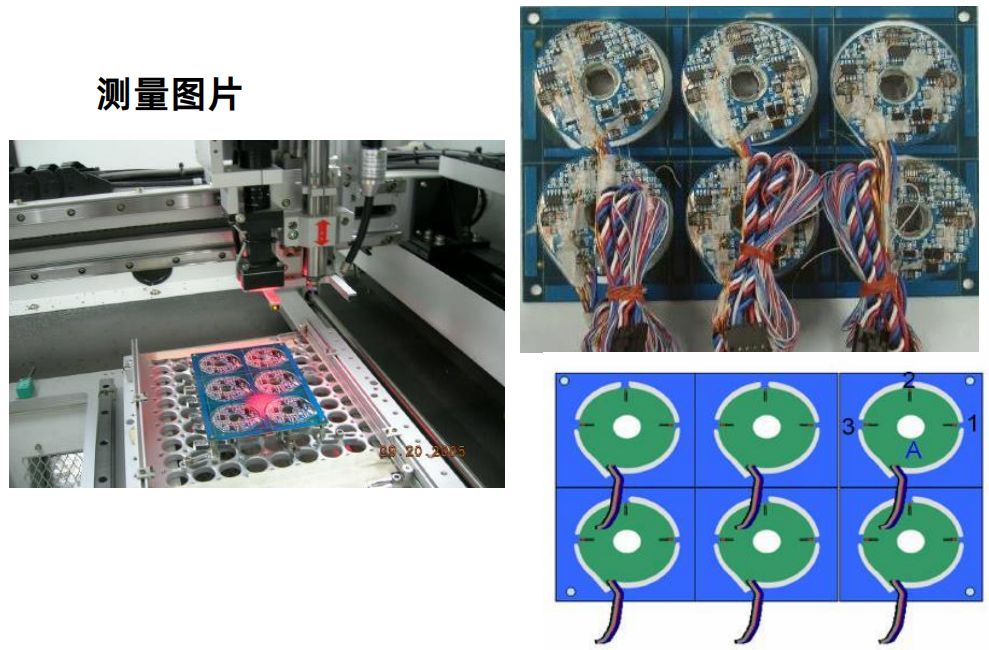
分板机应力量测说明-3
应力量测量测点:1,2,3制作说明及测量方式:
1.先将下图(一)所示将红色标示之零件移除。
2.下如图(二)所示之位置及方向黏贴三轴应变规,并置放12小时以上。
3.进行裁切并记录应变信号。

制作方式考察说明:
一般作裁切应力量测皆尽量将应变规黏贴于越靠近受力点越好,但有时因考虑PCB的零件分布现象及可能的受力状况,所以有
时候会采取较远的黏贴处再以计算方式推算出受力点的实际值,或将理想黏贴处之零件作移除之动作。
以此案而言,若采取第一方案则其偏移黏贴处会较远而且误差亦会太大,故采取第二方案将零件移除然后在移除点黏贴应变规,
此时虽然会影响裁切时之应力波的传递及方向,但就此案而言此裁切之应力应不至于太大而影响到第二排零件,故若移除第
一排之零件虽然会影响第二排零件的受力状况,但不至于会影响测试结果,因为所黏贴之位置是实际反应裁切时的总受力状况,
故在此会建议采取零件移除的方式较佳。
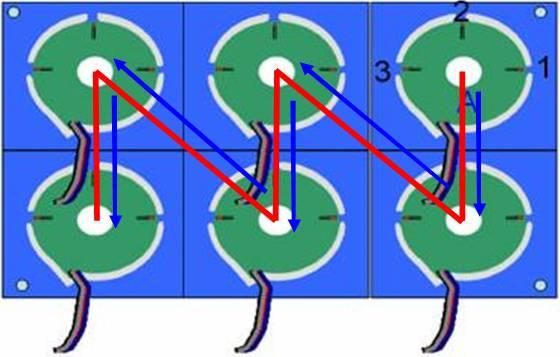
测量方式:再进行测量时.裁切设备可以一个一个进行裁切.所以单独进行测量为较准确.测量顺序依下图标示。
留言咨询

 当前位置:
当前位置:  上一篇:
上一篇: 返回列表
返回列表
